如今真空扩散焊接技术是为了适应原子能,航空,航天及电子工业等尖端科学技术领域的需要而迅速发展起来的一种特种焊接工艺方法。它是在一定的真空度条件下,将两个平整光洁的焊接表面加热到一定的温度,在不加任何焊料或中间金属的情况下,在温度和压力的同时作用下,发生微观塑性流变后相互紧密接触,利用焊件接触表面的电子,原子或分子互相扩散转移,并且形成离子键,金属键或者共价键,经一段时间保温,使焊接区的成分,组织均匀化,达到完全的冶金连接过程。
由此可见,扩散焊接主要是依靠焊接表面发生微观塑性流变后,达到紧密接触,使原子相互大量扩散而实现焊接的。它能够完成用其他焊接方法难以实现的焊接工作,并且还可以实现互不溶解,高熔点金属以及非金属等异种材料之间的焊接,使它们均能够获得优质的焊接接头。
真空扩散焊接的特点是:
(1)焊接过程是在完全没有液相或仅有极小过渡相参加下,形成接头后再经过扩散处理的过程。使其成分和组织完全与基体一致,接头内不残留任何铸态组织,原始界面完全消失。因此能保持原有基金属的物理,化学和力学性能。
(2)扩散焊由于基体不过热或熔化,因此几乎可以在不破坏被焊材料性能的情况下,焊接一切金属和非金属材料。特别适用焊接用一般焊接方法难以实现,或虽可焊接但性能和结构在焊接过程中容易受到严重破坏的材料。如弥散强化的高温合金,纤维强化的硼—铝复合材料等。
(3)可焊接不同类型,甚至差别很大的材料。包括异种金属,金属与陶瓷等冶金上完全互不相溶的材料。
(4)可焊接结构复杂以及厚薄相差很大的工件。
(5)加热均匀,焊件不变形,不产生残余应力。使工件保持较高精度的几何尺寸和形状。
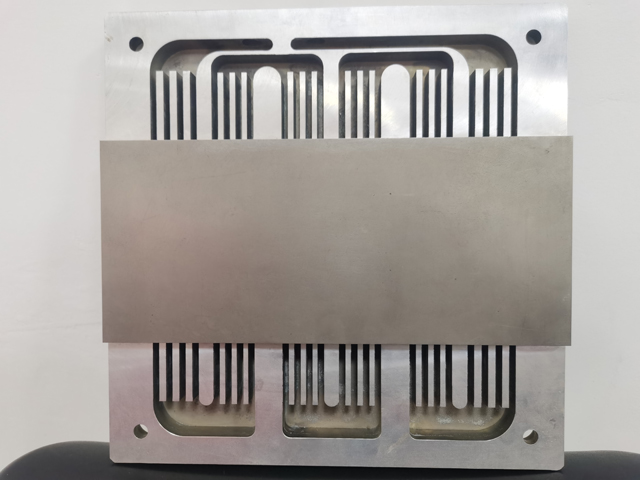
在一些特殊结构设计的水冷板和水冷散热器中,需要大面积复合及微细流道条件下,采用真空扩散焊是实现水冷板水冷散热器焊接的最佳选择。该真空炉有效焊接区域可达1000*1200*800mm,压力调节范围大,可满足各类型冷板零件的真空扩散焊接。
技术有限公司")

 全国服务热线13051970824
全国服务热线13051970824  联系QQ2146371628
联系QQ2146371628  联系邮箱2146371628@qq.com
联系邮箱2146371628@qq.com  公司地址北京市经济技术开发区康定街甲6号A座315号
公司地址北京市经济技术开发区康定街甲6号A座315号 
 全国服务热线
全国服务热线